用钛制造表壳零件20世纪70年代后期始于美国和德国,当时仅在高级手表制造中有所应用,但是由于钛的优秀性能与其价格的逐步下降,钛壳手表日渐增多,现在已相当普及了,“跑”在了不锈钢的前面了。
对手表壳体材料的要求可分为使用者要求和工艺加工性能要求。使用者的要求有:对人体无害、具有很强的生物相容性、使用时间长、抗刻痕、能长时间保持赏心悦目的亮晶晶的光泽;可用其设计出高雅美观大方的产品。生物试验研究与实际使用证明,钛及钛合金与生物体液高度相容,而Hg、Ni、Sn、Co、Cr可引发人体皮肤过敏,不锈钢含有Ni或Cr,因此,不锈钢手表不宜某些人群佩带,而钛手表适宜所有人。
钛的硬度虽不甚高,但经过表面处理后,可在表面形成一层薄薄的氮与氧的固溶型扩散层,硬度高、抗刻痕,而且仍保持着镜面状态,不用着色,深受消费者喜爱。
制表业界的要求是:原材料充裕,易采购,价格合理、稳定,加工成形性(锻造、切削、弯折)优秀,表面处理(涂装、电镀等)性能良好。
表壳材料及零件表面处理工艺:用有机溶液将材料表面洗净;装入压力10-4Pa的真空炉,固定稳妥;将含有H2O的N2通入真空度10-4Pa的炉内;在730℃保持3小时后降温冷却。经这种处理后,钛上面形成氮-氧化合物层,厚20μm~30μm,硬度大于1000HV,最上面的5μm厚的表层含较多氮,而从5μm~30μm的下层合有较多氧。
刻痕试验表明,经表面处理后钛有很强的抗刻痕性,在显微刻痕试验时未见刻痕;未经处理的纯钛则丝状刻痕累累、失去光泽,而硬化处理后的钛表面仍保持着亮晶晶的表面。当今,日本研发出经表面处理的钛合金,除有高的抗刻痕性外,还有较高的强度性能和良好的加工成形性能,可制得优雅、美观、大方的、深受市场欢迎的钛合金手表。
钛手表的一些大的外壳零件可用注射成型(MIM,metal Injection Molding)工艺制造,此工艺始于20世纪70年代中期,日本于20世纪80年代后期用此法批量生产手表零件(图2)。注射成型工艺是注塑成形与粉末冶金技术相结合的工艺。
注射成形的具体工艺为:将金属料末与有机黏结剂混匀制成颗料原料,将制得的原料放入注射成形机内,加热成形,除去成形件中的黏结剂,加热除去黏结剂的工件,烧结成粉末冶金制品。
此技术的关键是选择适当的钛粉。钛粉有气体雾化的与氢化的、氢化-脱氢的(HDH)。在MIM工艺中大都用雾化粉。雾化工艺可以制取高纯的钛粉,呈球状。球状粉体积最小,可以降低黏结剂用量。
黏结剂用量。有机黏结剂会使产品性能下降,因为其含有间隙元素(C、O、N)而成为污染元凶,在确保产品质量前提下,应尽量少用黏结剂。
成形后尽快脱模。黏结剂在高温成形过程中,若在模内停留时间长,会产生氧化,因此脱模宜快。
脱脂、烧结。钛粉在高温下,易被间隙元素污染,必须采取相应的预防措施。脱脂工艺有抽出法与加热法,也有将它们结合起来的,可以缩短加热时间。还应注意,在烧结过程中由于使用高抽气能力的真空泵,应谨防周围空气中细微夹杂物造成的污染。

图1 日本制的钛手表
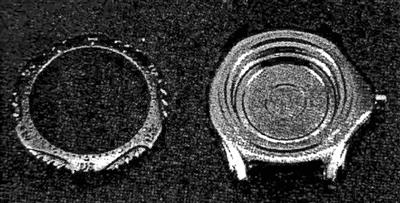
图2 日本西铁城钟表公司的注射成形手表零件